鋼柱、鋼梁加工制作施工方案
作者:杰達(dá)鋼構(gòu) 點擊:1439次 時間:2017-10-18 09:46
在車站主站房的9m高架候車層的鋼框架結(jié)構(gòu)使用了大量的大跨度蜂窩梁。本工法包括了大跨度蜂窩梁的工廠制作和工地安裝兩部分內(nèi)容。因為本工程所用鋼梁的規(guī)模之大,跨度之大,在全國鋼結(jié)構(gòu)工程中尚屬少見,無論是制作還是安裝,都具有非常大的技術(shù)難度。
3.適用范圍
本工法適用于大跨度蜂窩鋼梁建筑施工,如大型廠房,大型會場,展覽館,火車站等鋼結(jié)構(gòu)工程。
4.工藝原理
蜂窩梁的工廠制作,通過在鋼板上按設(shè)計的線形放樣后進(jìn)行切割,然后錯位重新組合焊接,制作成鋼梁的蜂窩狀腹板,再用專門制作的組立胎架進(jìn)行H型鋼梁的組立成型。經(jīng)過焊接,便制成了腹板有蜂窩狀洞口的H型鋼梁。
工地安裝大跨度蜂窩梁首先進(jìn)行分段鋼梁的拼裝,由運輸和重量限制,大跨度蜂窩梁分為兩段(27m跨度)或三段(43m跨度),然后采用履帶吊進(jìn)行整體吊裝和焊接。
……
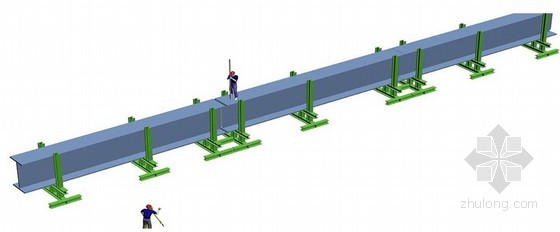
5.1.2蜂窩梁工地安裝工藝流程
拼裝胎架制作→鋼梁拼裝→鋼梁焊接→焊縫探傷→焊縫補漆→鋼梁吊裝→測量校正→焊接。
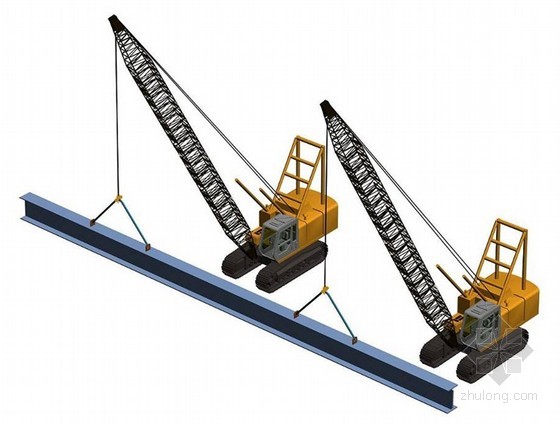
5.3.6吊裝方法
1、分段鋼梁長度適中時,吊裝采用一臺履帶吊完成,吊點設(shè)置在鋼梁1/3分段點處。
2、拼裝完成后鋼梁跨度較大,采用兩臺履帶吊進(jìn)行抬吊,設(shè)置4個吊點,保證吊裝合力方向延長線與鋼梁1/3分段點相交。
3、確定好鋼梁的安裝位置及方向后,將梁吊至安裝點處緩慢下降使梁平穩(wěn)就位,等梁與牛腿對準(zhǔn)后,用沖釘穿孔作臨時就位對中,將梁兩端打緊逼正,節(jié)點兩側(cè)各穿入螺栓臨時加以緊固。
據(jù)現(xiàn)場安裝要求,我廠制作分為3個制作段加工出廠。
1.1、板加區(qū)X1線首先制作,包括11根吊車梁,13根柱子和屋面托梁等約600T。1.2、加熱爐、吊車梁42根(其中14根材質(zhì)為Q345C,28根材質(zhì)為Q235B)柱32根及屋面梁、托架、檁條等。1.3、板加區(qū)(除X1軸線除外)吊車梁55根、柱39根及屋面梁、托架、檁條等。1.4、鋼柱上柱為H型實腹式,下柱為雙肢分離式,肩梁采用單腹板形式,腹板和下柱鋼管和上柱H型鋼翼板插通,上下柱間設(shè)有K型管支撐,柱腳為分離式柱腳。1.5、吊車梁跨度15M、18M、24M、27M采用H型截面實腹式,梁高為2M、2.2M、2.5M、2.8M、3M,吊車梁與水平制動梁、輔助桁架及下部水平撐形成整體。1.6、屋面梁采用H型實腹板梁,間距很大為42M,大柱距處加設(shè)托梁。
施工中的一般規(guī)定:5.1鋼板接料時在焊縫兩側(cè)一定要加設(shè)引弧板,引弧板長度埋弧焊不小于100mm,CO2手工焊不小于60mm,并與母材同材質(zhì)、同厚度、同坡口,埋弧焊引弧長度應(yīng)大于50mm,手工焊或氣體保護(hù)焊引弧長度應(yīng)大于20mm,焊接后用氣割切除,嚴(yán)禁損傷母材。5.2下翼緣嚴(yán)禁打火,以免傷及母材。5.3所有翼腹板均采用半自動或數(shù)控切割,坡口加工采用半自動加工或機械加工的方法,嚴(yán)禁手工切割坡口。
鋼柱制作:6.4、上柱制作要領(lǐng):1、根據(jù)與肩梁的分段尺寸,與肩梁連接位置必須正確無誤。上端位置可以留余量,很終切頭。所有的號孔及裝配尺寸都以與肩梁接點為準(zhǔn),進(jìn)行號線裝配。2、腹板位置開孔可以在組裝前定位,預(yù)先切割好。